Ce rapport souligne le rôle d’un compresseur de gaz recyclé dans l’optimisation de l’efficacité des processus industriels. Un compresseur bien entretenu et fonctionnant correctement peut augmenter la vitesse de réaction et le rendement, tout en réduisant la production de résidus. Cependant, une fondation mal conçue, mal construite ou détériorée peut avoir un impact sur les performances d’un compresseur de gaz de recyclage. Elle peut entraîner une diminution de l’efficacité et un impact environnemental accru. La maintenance et l’entretien du compresseur est donc primordiale, afin de garantir des performances optimales et de réduire les temps d’arrêt.
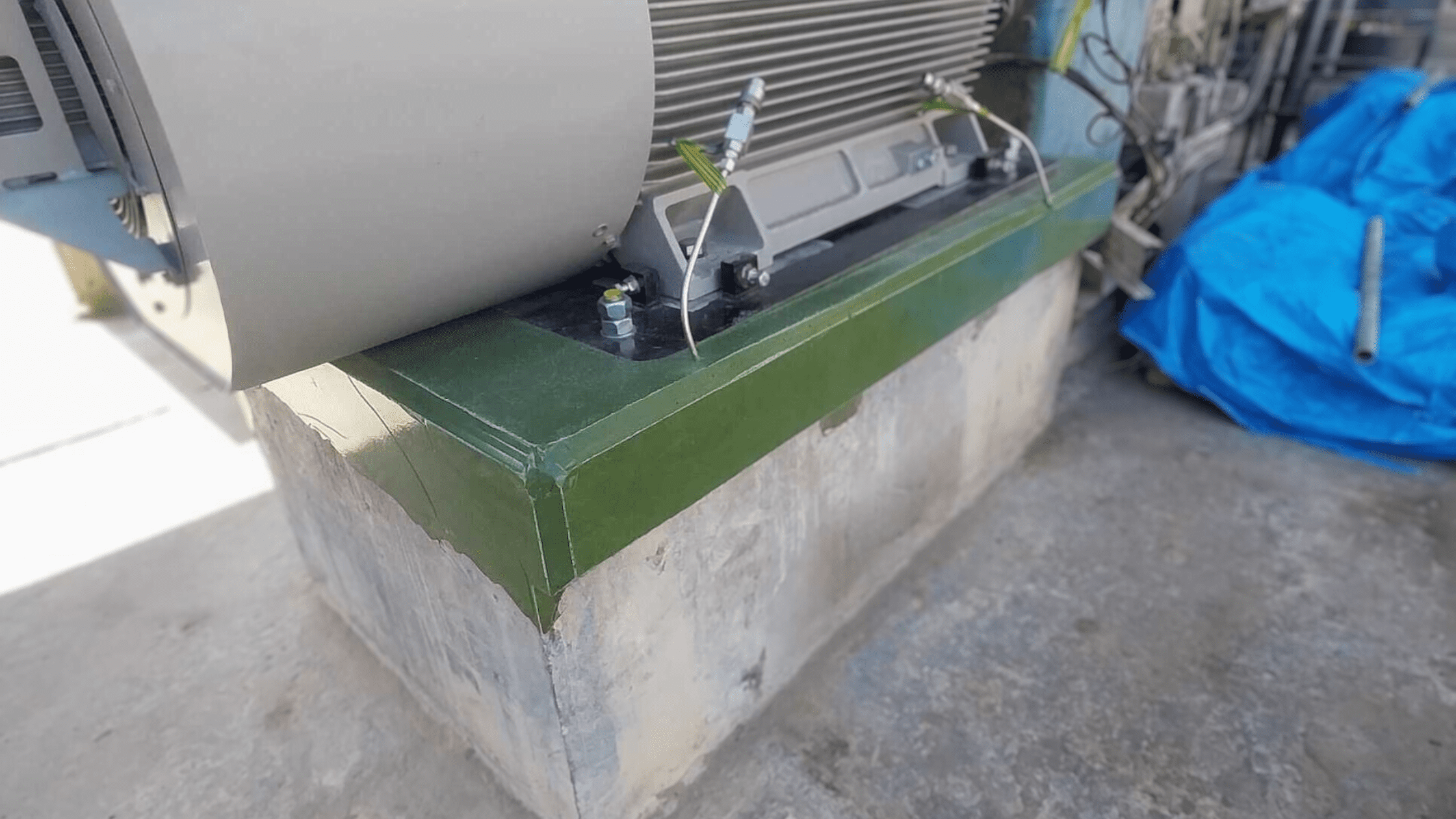
Le compresseur était un compresseur monocylindre Burton Corblin de type 164 ME 250, actionné par courroies et un moteur électrique de 45 kW de 500 tr/min. La machine a été installée en 1977.